१. क्रसरले बलियो र असामान्य कम्पनहरू अनुभव गर्छ
कारण: कम्पनको सबैभन्दा सामान्य कारण टर्नटेबलको असंतुलन हो, जुन ह्यामर ब्लेडहरूको गलत स्थापना र व्यवस्थाको कारण हुन सक्छ; ह्यामर ब्लेडहरू गम्भीर रूपमा जीर्ण छन् र समयमै प्रतिस्थापन गरिएको छैन; केही ह्यामर टुक्राहरू अड्किएका छन् र छोडिएका छैनन्; रोटरको अन्य भागहरूमा क्षतिले तौल असंतुलन निम्त्याउँछ। कम्पन निम्त्याउने अन्य समस्याहरूमा समावेश छन्: खेलको कारणले स्पिन्डलको विकृति; गम्भीर बेयरिङ हारले क्षति निम्त्याउन सक्छ; खुकुलो फाउन्डेसन बोल्टहरू; ह्यामरको गति धेरै उच्च छ।
समाधान: हथौडा ब्लेडहरूलाई सही क्रममा पुन: स्थापना गर्नुहोस्; हथौडा ब्लेडको तौल विचलन ५ ग्राम भन्दा बढी नहोस् भनेर सुनिश्चित गर्न हथौडा ब्लेडलाई बदल्नुहोस्; पावर अफ निरीक्षण गर्नुहोस्, अड्किएको टुक्रालाई सामान्य रूपमा घुमाउन हथौडालाई हेरफेर गर्नुहोस्; टर्नटेबलको क्षतिग्रस्त भागहरू बदल्नुहोस् र यसलाई सन्तुलित गर्नुहोस्; स्पिन्डललाई सीधा गर्नुहोस् वा बदल्नुहोस्; बियरिङहरू बदल्नुहोस्; फाउन्डेसन बोल्टहरूलाई कडा रूपमा लक गर्नुहोस्; घुमाउने गति घटाउनुहोस्।
२. सञ्चालनको क्रममा क्रसरले असामान्य आवाज निकाल्छ
कारण: धातु र ढुङ्गा जस्ता कडा वस्तुहरू क्रसिङ चेम्बरमा पस्छन्; मेसिन भित्रका भागहरू खुकुलो वा छुट्टिनु; हथौडा भाँचियो र खस्यो; हथौडा र चलनी बीचको खाडल धेरै सानो छ।
समाधान: निरीक्षणको लागि मेसिन रोक्नुहोस्। भागहरू कस्नुहोस् वा बदल्नुहोस्; क्रसिङ चेम्बरबाट कडा वस्तुहरू हटाउनुहोस्; भाँचिएको हथौडाको टुक्रा बदल्नुहोस्; हथौडा र चलनी बीचको खाली ठाउँ समायोजन गर्नुहोस्। सामान्य अन्नको लागि इष्टतम खाली ठाउँ ४-८ मिमी हुन्छ, र परालको लागि, यो १०-१४ मिमी हुन्छ।
३. बेयरिङ धेरै तातो भएको छ, र क्रसिङ मेसिनको आवरणको तापक्रम धेरै उच्च छ।
कारण: बेयरिङमा क्षति वा अपर्याप्त लुब्रिकेटिङ तेल; बेल्ट धेरै कसिएको छ; अत्यधिक खुवाउने र लामो समयसम्म ओभरलोड काम।
समाधान: बेयरिङ बदल्नुहोस्; लुब्रिकेटिङ तेल थप्नुहोस्; बेल्टको कसिलोपन समायोजन गर्नुहोस् (१८-२५ मिमीको चाप उचाइ सिर्जना गर्न आफ्नो हातले ट्रान्समिसन बेल्टको बीचमा थिच्नुहोस्); खुवाउने मात्रा घटाउनुहोस्।
४. फिड इनलेटमा उल्टो हावा
कारण: पंखा र कन्भेइङ पाइपलाइनमा अवरोध; चलनी प्वालहरूमा अवरोध; पाउडरको झोला धेरै भरिएको वा धेरै सानो छ।
समाधान: पङ्खा अत्यधिक बिग्रिएको छ कि छैन जाँच गर्नुहोस्; चलनी प्वालहरू सफा गर्नुहोस्; पाउडर सङ्कलन झोला समयमै डिस्चार्ज गर्नुहोस् वा बदल्नुहोस्।
५. डिस्चार्ज गति उल्लेखनीय रूपमा घटेको छ
कारण: ह्यामर ब्लेड नराम्ररी बिग्रिएको छ; क्रसरको ओभरलोडिङले बेल्ट चिप्लन्छ र रोटरको गति कम हुन्छ; चलनी प्वालहरूमा अवरोध; ह्यामर र चलनी बीचको खाडल धेरै ठूलो छ; असमान खुवाउने; अपर्याप्त समर्थन शक्ति।
समाधान: हथौडाको ब्लेड बदल्नुहोस् वा अर्को कुनामा स्विच गर्नुहोस्; भार कम गर्नुहोस् र बेल्टको तनाव समायोजन गर्नुहोस्; चलनी प्वालहरू खाली गर्नुहोस्; हथौडा र चलनी बीचको खाडल उचित रूपमा घटाउनुहोस्; एकरूप खुवाउने; उच्च-शक्तिको मोटर बदल्नुहोस्।
६. तयार उत्पादन धेरै खस्रो छ।
कारण: चलनीका प्वालहरू नराम्ररी जीर्ण वा क्षतिग्रस्त छन्; जालीका प्वालहरू चलनी धारकसँग कडा रूपमा जोडिएका छैनन्।
समाधान: स्क्रिन मेस बदल्नुहोस्; छान्ने प्वालहरू र छान्ने होल्डर बीचको खाडल समायोजन गर्नुहोस् ताकि छान्ने ठाउँ कडा रूपमा फिट होस्।
७. बेल्ट अत्यधिक तातो हुनु
कारण: बेल्टको अनुचित कसिलोपन।
समाधान: बेल्टको कसिलोपन समायोजन गर्नुहोस्।
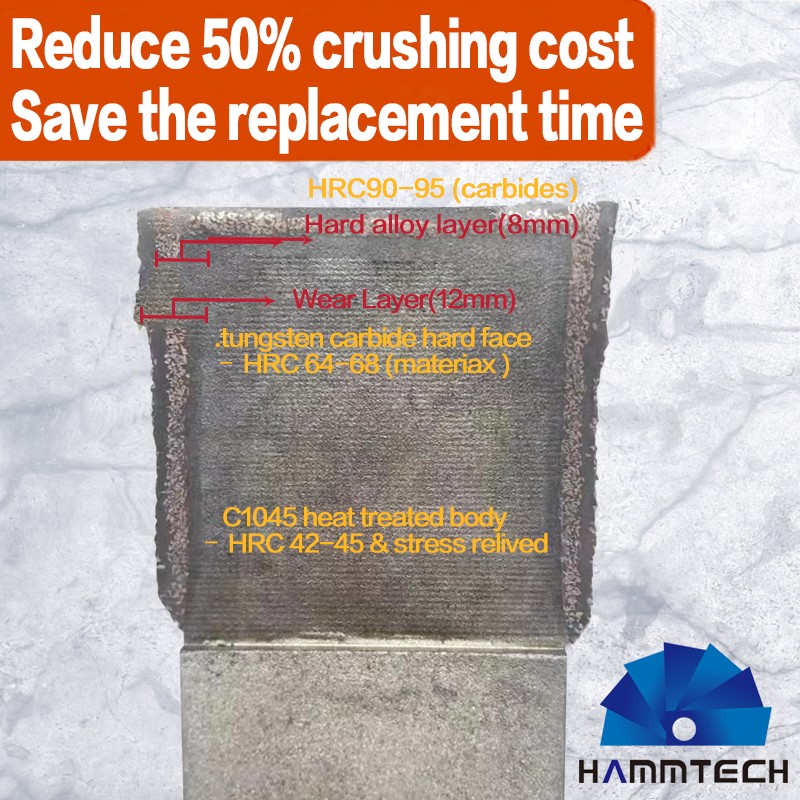
८. ह्यामर ब्लेडको सेवा जीवन छोटो हुन्छ
कारण: सामग्रीमा अत्यधिक ओसिलोपनले यसको बल र कठोरता बढाउँछ, जसले गर्दा यसलाई कुचल्न गाह्रो हुन्छ; सामग्रीहरू सफा हुँदैनन् र कडा वस्तुहरूसँग मिसिएका हुँदैनन्; हथौडा र चलनी बीचको खाडल धेरै सानो हुन्छ; हथौडाको ब्लेडको गुणस्तर धेरै कमजोर हुन्छ।
समाधान: सामग्रीको आर्द्रता ५% भन्दा बढीमा नियन्त्रण गर्नुहोस्; सामग्रीमा अशुद्धताको मात्रा सकेसम्म कम गर्नुहोस्; हथौडा र चलनी बीचको खाली ठाउँ उचित रूपमा समायोजन गर्नुहोस्; उच्च-गुणस्तरको पहिरन-प्रतिरोधी हथौडाका टुक्राहरू प्रयोग गर्नुहोस्, जस्तै नाइको तीन उच्च मिश्र धातु हथौडाका टुक्राहरू।
पोस्ट समय: फेब्रुअरी-२८-२०२५